

产品分类
产品搜索
- 请输入您的关键词:
新闻中心您的位置:首页 > 新闻中心
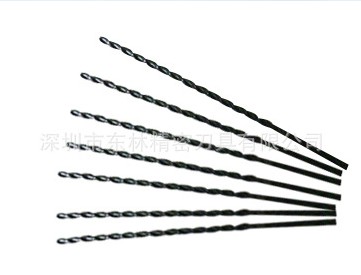
抛物线钻头的使用注意事项包括哪些?
2026-3-23
抛物线钻头是一种专为深孔加工优化的麻花钻,其排屑槽呈抛物线形,具有大螺旋角、厚钻芯、容屑空间大等特点,适用于长径比达15:1甚至20:1的深孔加工,材料硬度一般不超过25~26HRC。
使用注意事项
一、适用条件与限制
材料硬度限制:适用于加工硬度≤25~26HRC的材料,如低碳钢、铝合金、铜合金、球墨铸铁等。
长径比范围:标准抛物线钻头可连续加工长径比达15:1的深孔;部分改进型或定制型号可达20:1。
不推荐用于:高硬度材料(>26HRC)、高温合金或钛合金等难加工材料。
二、操作前准备
检查钻头状态:确认钻尖无崩刃、抛物线槽无堵塞、焊接部位无开裂。
工件与钻头夹紧:使用专*用钥匙或扳手夹紧钻头,严禁用手锤敲击;工件需牢固固定,禁止手持加工。
冷却系统配置:使用内冷却或高压外冷却,确保切削液能有*效到达钻尖,防止切屑焊死和过热。
三、使用中注意事项
禁止反转:钻头在孔内时若突然停机,严禁反转,以防岩渣/切屑进入钻头内部导致卡钻或轴承磨损。
避免顿钻:新钻头下孔时,应低轴压、低转速跑合20–30分钟,再逐步增至正常参数。
退刀清屑:即使抛物线钻头排屑能力强,长径比>8:1时仍建议间歇退刀检查排屑情况。
以上是抛物线钻头的使用注意事项,希望对大家有帮助。
上一条 [中心钻对材质的要求取决于什么?]
下一条 [铣刀的用途及结构]