

产品分类
产品搜索
- 请输入您的关键词:
新闻中心您的位置:首页 > 新闻中心
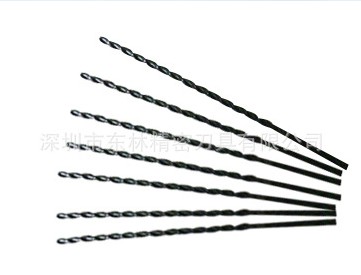
抛物线钻头该怎么正确使用
2026-5-22
抛物线钻头的使用核心是适配深孔加工场景,结合结构优势选择对应工艺并做好冷却排屑。
一、前期准备
1.设备与选型匹配:抛物线钻头主要适配立式/卧式专*用深孔钻床,也可在CNC机床上使用;根据加工孔的长径比选择对应规格:普通抛物线钻头可加工长径比达15:1的深孔,抛物线槽型深孔钻可支持一次进刀加工长径比达20的深孔,同时根据加工材料硬度选择对应材质。
2.钻尖修磨:若钻头需要重新修磨,可采用十字刃磨法或S型刃磨法修磨钻尖,焊接式硬质合金钻头也遵循该修磨标准。
二、加工操作要点
1.深孔加工工艺选择
对于长径比在允许范围内的深孔,可采用一次进刀连续钻削,无需频繁退刀,能大幅提升加工效率,比如Ø4mm抛物线钻头可一次钻通惰轮轴油孔,减少退刀频次;
若加工深度超过钻头极*限,可配合啄钻工艺:随着钻深增加提升啄钻频率,回退时不需要将钻头完*全退出孔外,仅回退足够距离拉出切屑即可,避免切屑重新掉回孔底干扰钻削,还可在回退0.025mm后暂停旋转几圈,帮助带出切屑。
2.切削参数调整
进给量可相比标准麻花钻加大20%,具体参数根据孔的长径比调整;加工实例参考:空压机曲轴油孔加工参数为V=14m/min,n=990r/min,f=0.24mm/r;Ø4mm钻头加工油壳油孔可提升至n=2500r/min,f=0.2mm/r。
3.冷却与排屑保障
配套压力冷却系统,尽可能将高压冷却液直接输送到钻尖位置,依靠冷却液压力将切屑推出孔外;抛物线钻头的螺旋槽结构本身更便于排屑,配合压力冷却可解决深孔加工排屑、散热难题。
三、加工后注意事项
加工完成退刀时,保持低速退刀避免刮伤孔壁,清理钻头排屑槽内残留切屑,检查钻尖磨损情况,磨损超差及时修磨或更换钻头。
以上是抛物线钻头的使用方法介绍,希望对大家有帮助。
上一条 [如何正确使用中心钻]
下一条 [麻花钻头的磨削方法]