产品分类
产品搜索
- 请输入您的关键词:

详细信息
高速钢中心钻的加工参数需根据加工材料类型及硬度调整,以下是常见加工参数参考:
切削速度
铸铁:12–22m/min
钢件:16–24m/min
青铜/黄铜:30–60m/min
进给量
铸铁/钢件:0.3mm/r左右
青铜/黄铜:0.2–0.4mm/r
注意事项
需根据工件材料硬度调整参数(如HB<800、800–1000、>1000等级别)
过高线速度可能导致钻头磨损或断裂
建议在实际操作中结合具体工件材质、钻头直径等因素微调参数。

返回
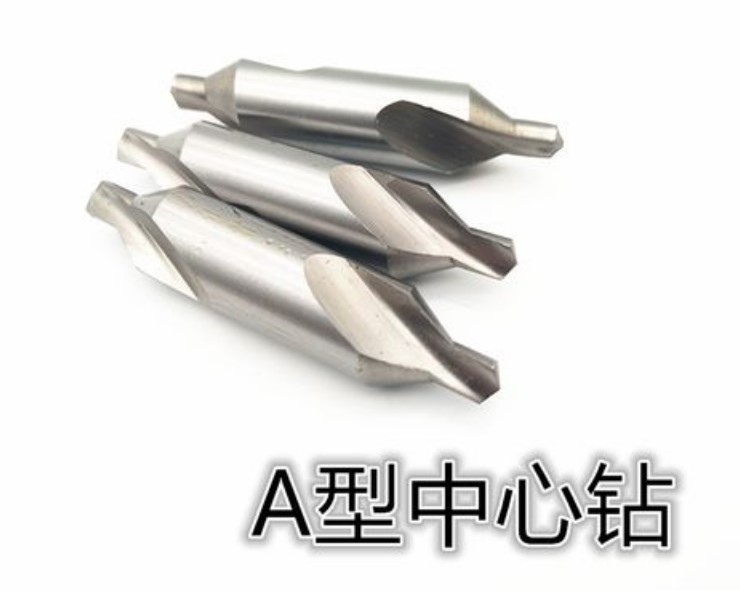
[中心钻 ]
上一个 [合金槽刀]
下一个 [高速钢抛物线深孔钻]